
Katika pampu ya kuteleza msukumo na ndani ya casing kila wakati huwekwa wazi kwa tope na lazima ilindwe ipasavyo dhidi ya kuvaa.
"Uteuzi wa nyenzo kwa msukumo na casing ni muhimu tu kama uteuzi wa pampu yenyewe!"
Kuna hali tatu tofauti ambazo huunda kuvaa kwenye pampu ya tope:
Ukali,Mmomonyoko,Kutu
Kupasuka
Kuna aina tatu kuu za abrasion:
Katika pampu za tope tuna haswa na abrasion ya mafadhaiko ya chini.
Kiwango cha abrasion kinategemea saizi ya chembe na ugumu.
Abrasion hufanyika tu katika maeneo mawili kwenye pampu ya tope:
1. Kati ya msukumo na ghuba iliyosimama.
2. Kati ya sleeve ya shimoni na ufungashaji uliosimama.
Mmomomyoko
Hii ndio kuvaa kubwa katika pampu za tope. Sababu ni kwamba chembe kwenye tope hupiga uso wa nyenzo kwa pembe tofauti.
Uvimbe wa mmomonyoko unaathiriwa sana na jinsi pampu inavyoendeshwa. Uvimbe wa mmomonyoko, kwa jumla, ni kiwango cha chini kwa kiwango cha BEP-ow, na huongezeka kwa mtiririko wa chini na wa juu.
Kwa sababu ambazo hazieleweki vizuri, mmomonyoko wa mmomonyoko pia unaweza kuongezeka sana ikiwa pampu inaruhusiwa kufanya kazi kwenye "koroma"; Hiyo ni, kuchukua hewa ndani ya bomba la ghuba.
Imependekezwa kuwa hii inaweza kusababishwa na kupindukia, kwa sababu ya nyuso za pampu zinazotetemeka wakati hewa inapita juu yao. Hii ni, hata hivyo, ni ngumu kukubali kama Bubbles za hewa kwa ujumla hukandamiza cavitation kwa kusonga ili kuziba mashimo ya mvuke.
Kuna aina tatu kuu za mmomonyoko:
Athari ya mmomomyoko kwenye vifaa vya pampu:
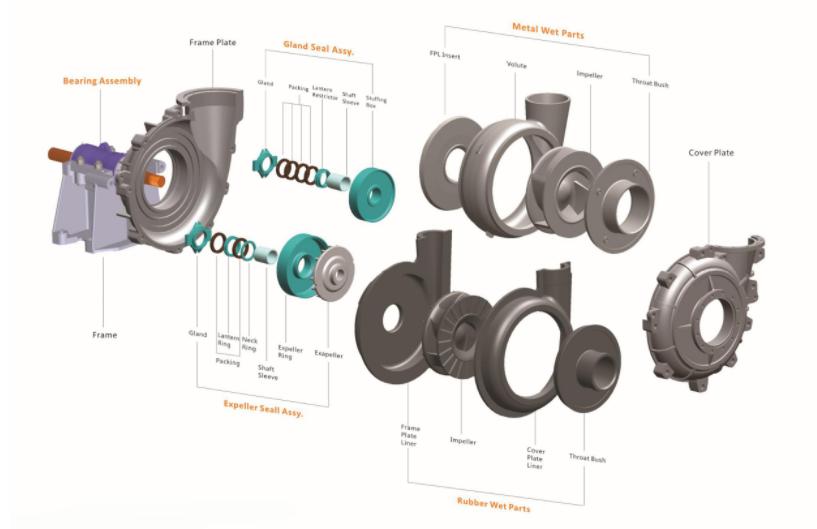
Msukumo
Msukumo uko chini ya athari ya kuvaa (juu na chini) haswa kwenye jicho, kwenye kitambaa cha upande wa tezi (A), wakati turns ow anapogeuka 90 °. Kwenye makali inayoongoza ya vane (B).
Kitanda cha kuteleza na athari ndogo ya angular hufanyika kando ya viunga kati ya vifuniko vya msukumo (C).
Vipande vya upande (viingilizi na nyuma)
Vipande vya upande viko chini ya kitanda cha kuteleza na kusagwa na kusaga abrasion.
Ushuru
Volute inakabiliwa na kuvaa kwa athari kwenye maji yaliyokatwa. Kitanda cha kuteleza na kuvaa chini kwa athari ya angular hufanyika katika voliti iliyobaki.
Kutu:
Kutu (na shambulio la kemikali) la sehemu zenye mvua kwenye Pampu ya Slurry ni jambo ngumu kwa nyenzo za chuma na elastomer.
Kwa mwongozo, meza za upinzani wa kemikali za metali na nyenzo za elastomer hutolewa kwa kufuata na katika sehemu Meza za Upinzani wa Kemikali.
|
Nyenzo |
Mali ya mwili |
Mali ya kemikali |
Mali ya joto |
|||
|
Upeo. Kidokezo cha impela Kasi (m / s) |
Vaa upinzani |
Maji ya moto, asidi zilizopunguzwa |
Nguvu na |
Mafuta, hydro |
Huduma ya juu kabisa. (OC) |
|
|
Raba za asili |
27 |
Vizuri sana |
Bora |
Haki |
Mbaya |
(-50) hadi 65 100 |
|
452 |
27 |
Nzuri |
Bora |
Haki |
Nzuri |
90 120 |
|
EP6 016 |
30 |
Nzuri |
Bora |
Nzuri |
Mbaya |
100 130 |
|
Butyl |
30 |
Haki |
Bora |
Nzuri |
Mbaya |
100 130 |
|
Polyurethane |
30 |
Vizuri sana |
Haki |
Mbaya |
Nzuri |
[-15] 45-50 65 |
Kuvaa ulinzi - chaguzi gani?
Kuna chaguzi kuu katika kuchagua kinga ya kuvaa ya pampu za tope:
Impeller na casing katika Hard Metal katika aloi anuwai za chuma nyeupe na chuma.
Msukumo katika elastomers na casing iliyohifadhiwa na safu za elastomer. Elastomers kawaida ni mpira katika sifa anuwai au polyurethane.
Mchanganyiko wa msukumo wa chuma ngumu na vifuniko vyenye elastomer.
Uchaguzi wa vifaa vya kuvaa
uchaguzi wa sehemu za kuvaa ni usawa kati ya upinzani wa kuvaa na gharama ya sehemu za kuvaa.
Kuna mikakati miwili ya kupinga kuvaa:
Vifaa vya kuvaa lazima iwe ngumu kupinga hatua ya kukata ya kuzuia yabisi! au Nyenzo ya kuvaa lazima iwe laini ili kuweza kunyonya mshtuko na kurudi kwa chembe!
Vigezo vya uteuzi
Uteuzi wa sehemu za kuvaa kawaida hutegemea vigezo vifuatavyo:
Ukubwa thabiti (SG thabiti, sura na ugumu)
Joto la tope
pH na kemikali
kasi ya impela
Wakati wa kutuma: Jan-08-2021